Acceuil
Rédigé par Johan Rungette le Aucun commentairee
DClassé dans : Non classé ,Mots clés : aucun
Fabrication du ’’STORE BANNE’’
Rédigé par Johan Rungette le Aucun commentairee
Bonjour à toutes et à tous.
Cette maquette est née du besoin d’avoir un système simple à proposer aux élèves pour entrer dans la réalisation d’algorithmes et d'algorigrammes. Elle permet d’aborder les signaux analogiques, logiques, numériques, infrarouges, d’aborder les variables, les fonctions mémoires, le comptages...
Présentation
La maquette permet une entrée par paliers en implémentant différentes fonctions. Ceci du plus simple au plus compliqué.
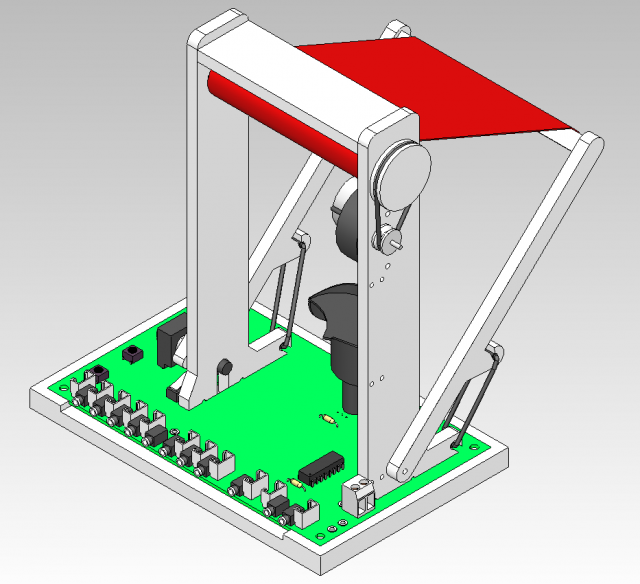
Nous découvrons sur la photo les trois types de connecteurs. Des connecteurs jack en 2.5mm, des connecteurs JST (grove), des fiches bananes de 2mm. Lors de la fabrication il suffit de ne souder que ceux qui correspondent à votre interface. Si vous le souhaitez vous pouvez souder tous les connecteurs.
- Première fonction : descendre, s’arrêter une fois sortie, remonter et s’arrêter une fois rentré.
- Deuxième fonction : Mémoriser une position et y revenir automatiquement.
- Troisième fonction : s’ouvrir automatiquement avec le soleil.
- Quatrième fonction : se fermer automatiquement par vent fort ;
- Cinquième fonction : télécommander toutes les fonctions avec une télécommande infrarouge.
- Sixième fonction : auto-diagnostique.
La vidéo suivante vous montre les différentes possibilités offertes par la maquette.
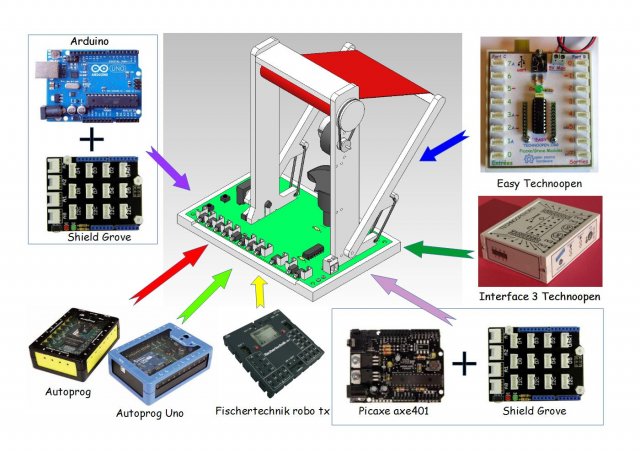
La maquette peut se connecter à plusieurs interfaces de programmations grâce à trois types de connexions. Des fiches jack 2.5 compatible avec les interfaces A4 technologie et Groomy. Des fiches bananes en 2mm compatibles avec notre interface 3 et les interfaces Fischertechnik robo tx. Des prises jst au pas de 2mm compatible avec les prises Groves.
Passons aux choses sérieuses... Avant de le construire regardons le schéma électrique.
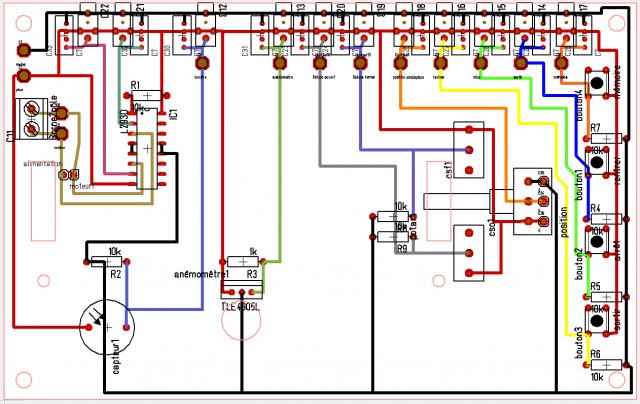
Vous découvrez sur la droite les boutons poussoirs qui commandent le store. Il sont accompagnés de résistances de rappel pull-down (tirage à la masse par l’intermédiaire d’une résistance de 10 K ohm de l’entrée du microcontrôleur).
https://fr.wikipedia.org/wiki/R%C3%A9sistance_de_rappel
Avec les résistances pull-down l’action déclenche une mise à l’état haut de l’entrée. Il existe aussi sur presque tous les microcontrôleurs des résistances pull-up (tirage au plus par l’intermédiaire d’une résistance de 10 K ohm de l’entrée du microcontrôleur) interne qu’il est possible d’activer de manière logiciel. L’inconvénient c’est que cela inverse le signal et que c’est le passage par zéro qui déclenche l’entrée du microcontrôleur. Ce système et très efficace mais il est difficilement compréhensible par des élèves qui débutent. Vous retrouvez donc ces résistances aussi sur les fins de course du bras.
En haut vous découvrez toute la connectique. Vous pouvez souder tous les connecteurs si vous les utilisez. Sinon ne soudez que ceux que vous utilisez.
En haut à droite vous avez le L293D qui gère le sens de rotation du motoréducteur.
Lorsque vous achèterez les éléments préférez les L293D de chez STMicroelectronics, les autres ont quelques fois des fonctionnements hiératiques (La société A4 ne fournit que ceux là). Ensuite en dessous vous trouvez la LDR avec un résistance qui forme un pont diviseur. A la droite de la LDR vous avez le capteur à effet Hall TLE4905. C’est un composant peut chère et très pratique, il supporte une alimentation de 3 à 32 volts En comparaison avec un ILS son signal de sorti est ’’propre’’ (pas de rebonds). Pour notre montage il y a une résistance qui aliment le signal en plus. Lorsque il y a la présence d’un aimant le signal passe à la masse.
Fabrication
- Fabrication du circuit imprimé
Le circuit imprimé est usiné avec une fraise à graver (gravure dite à l’anglaise). Le Logiciel Target 3001 permet de créer le circuit. Pour ceux qui ont une fraiseuse Charlyrobot, target 3001 génère directement le fichier d’usinage.
Afin de réussir la gravure il faut respecter plusieurs conditions. Vous trouverez tous les fichiers d’usinage dans le dossier comprimé de fabrication.
Réglage de la machine
- Collez une chute de ci vierge en bas à gauche de la fraiseuse,
- Chargez le fichier’’ calibrage’’,
- Installez la fraise correspondante à la photo,

Longtemps nous avons raté nos usinages parce que nous positionnions la fraise n’importe comment. En effet si par hasard le faux rond du mandrin de la fraiseuse annule l’écart de l’axe de la fraise avec la lèvre, elle ne peut plus couper. A ce moment là c’est le talon de la fraise qui rencontre la matière et l’usinage est de très mauvaise qualité.

- Voici la vidéo d’un usinage pour le calibrage de la profondeur de la gravure.
Commencez l’usinage comme sur la vidéo puis dès qu la fraiseuse à fait le premier trait arrêtez le cycle. Ouvrez le capot et passez le doigt sur l’usinage. Si vous avez de la chance l’usinage est parfait. Si cela n’est pas le cas tournez la fraise dans le mandrin d’un tiers de tours. N’oubliez pas de refaire la hauteur d’outil et recommencez l’usinage partiellement.
Dès que vous avez un usinage correct marquez le mandrin à l’aide d’un feutre permanent. Généralement je fais correspondre le plat de la fraise avec ma marque.
Lorsque vous faites un nouvel usinage il suffit de positionner la fraise à la même place.
Ce petit réglage permet à la fraise de couper correctement et donc de ne pas s’user. Lorsque elle est mal réglé c’est le talon qui frotte, chauffe et détériore la fraise ceci sans parler de la qualité de vos usinages.
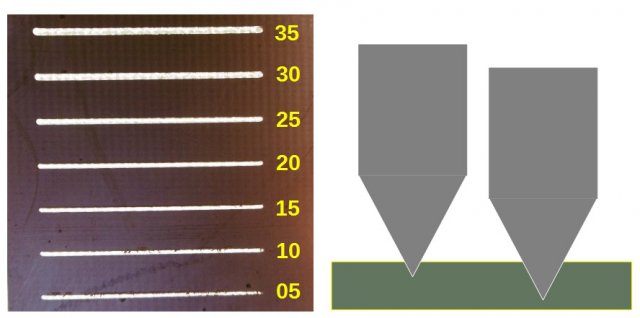
Pour le réglage de profondeur vous aurez compris que plus la fraise usine profondément moins la piste est large. Donc choisissez à l’œil la meilleur profondeur.
Il vous suffit ensuite de choisir dans les fichiers d’usinage la profondeur qui vous correspond. Six fichiers sont présent dans les ressources. 5,10,15,20,25,30 centièmes. Attention la température de la pièce dans laquelle se trouve la fraiseuse influe les réglages. Lors de vos premiers usinages faites systématiquement un calibrage usinage et profondeur de passe.
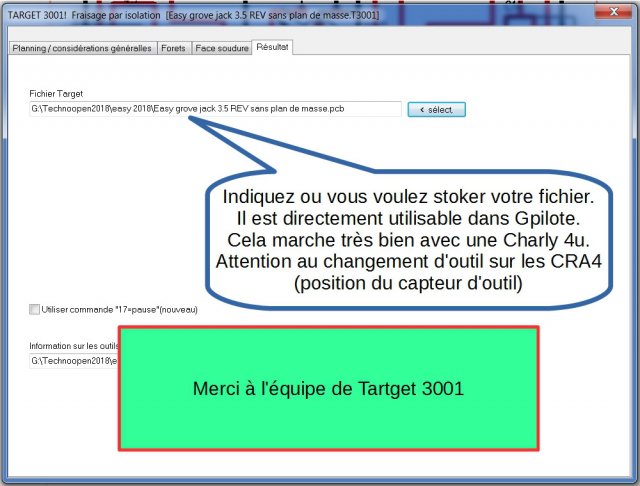
Si vous souhaitez générer votre fichier d’usinage vous même procédez comme suit.
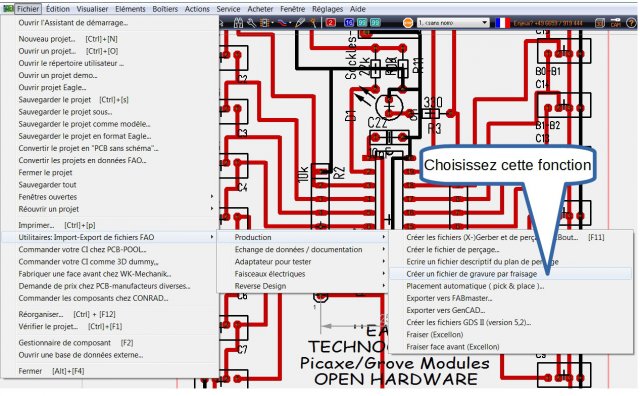
Cochez les cases comme sur l’impression d’écran.
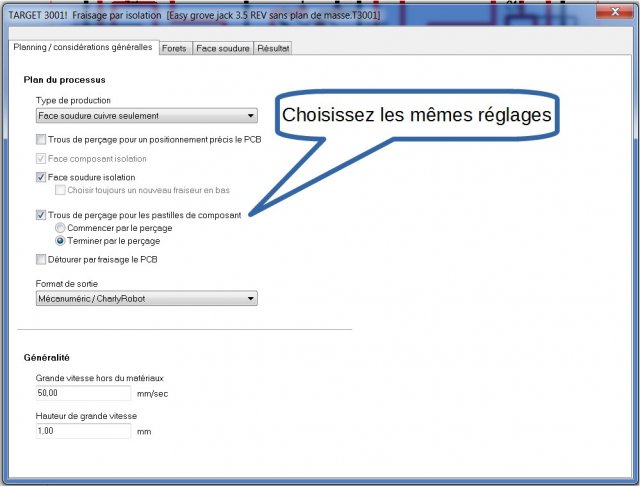
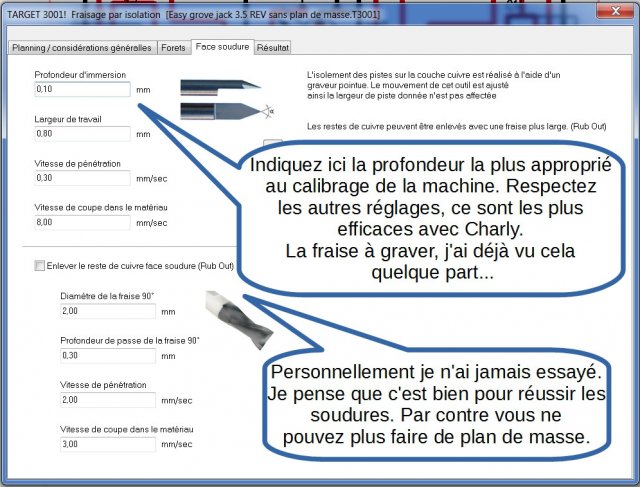
Après avoir fait beaucoup d’essais j’ai trouvé que les réglages qui sont indiqués sont les plus efficaces. Merci à l’équipe de Target 3001 d’avoir rajouté les photos des fraises qu’il faut utiliser.
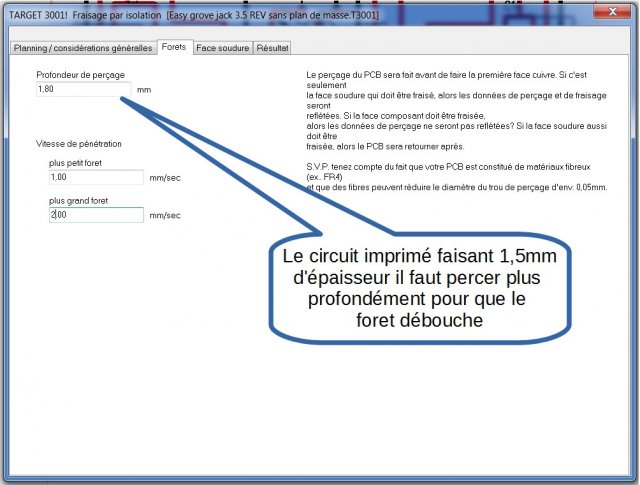
Les forets doivent déboucher, il faut donc percer en dessous de la surface du plateau martyr.
Le fichier ainsi généré peut être directement utilisé par la fraiseuse
usinage du circuit
-
Collez une plaque de ci vierge en bas à gauche de la fraiseuse,
-
Chargez le fichier’’ platine store plan de masse 0.05 rev0.pcb’’, ou le 0.05 est la profondeur d’usinage qui correspond à votre machine,
-
Installez la fraise à graver et faites la hauteur d’outil. Nous commençons par la gravure et ensuite le perçage. L’interface de Charly va vous demander de changer les forets. Lorsque la gravure et les perçages sont finis il faut faire le détourage de la plaque. Le détourage consiste à usiner tous les contours et tous les trous du CI qui ne sont pas fait par les forets (trous de 2.6mm des connexions type rivet).
Après usinage vous devez avoir ceci si tout c’est bien passé.

Vous pouvez maintenant décoller le circuit.
Si vous regardez votre circuit au soleil vous verrez tout de suite si c’est satisfaisant.

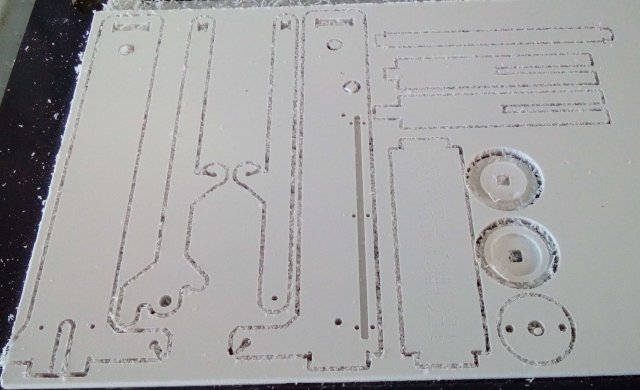
Usinage de la structure du store
-
Chargez le fichier qui se trouve dans FAO : Usinagesstucture store.pcb,
-
Collez une plaque de PVC expansé de 6mm 195mm sur les Y et 270mm sur les X,
-
Installez la fraise de 2mm et faites la hauteur d’outil.
-
Enlevez le capteur d’outils car il est trop proche de l’usinage.
Attention : il est impératif de coller au double face la totalité de la surface du PVC expansé car il y a beaucoup de petites pièces.
Après usinage vous devez avoir ceci si tout c’est bien passé.
Décollez délicatement les éléments et nettoyez les.
DClassé dans : Didacticiels ,Mots clés : aucun